I. Máy chấn là gì?

- Máy chấn là thiết bị uốn ép các thanh kim loại, tấm kim loại thành các hình dáng theo yêu cầu. Máy tác động lực ép lớn thông qua chày (lưỡi chấn) phía trên và cối phía dưới có hình dạng và kích thước như biên dạng của chi tiết cần gia công.
- Máy uốn hình kim loại dạng tấm, máy dập hình, máy dập hình thủy lực, máy uốn hình, máy uốn hình thủy lực đều là những tên gọi khác của máy chấn, máy chấn thủy lực
II. Cấu tạo và nguyên lý hoạt động của máy chấn:
- Cấu tạo:
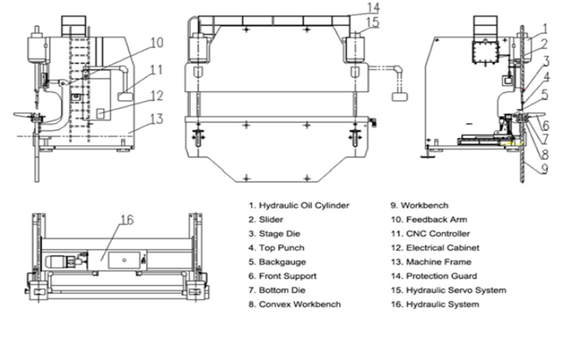
Máy chấn thủy lực bao gồm bốn phần chính:
• Bộ phận cơ khí
• Bộ phận điện
• Bộ phận thủy lực
• Bộ phận điều khiển NC / CNC
a. Bộ phận cơ khí:
– Khung thân máy chấn:
Khung thân của máy chấn được hàn bằng tấm kim loại thẳng đứng bên trái và bên phải, Bàn đỡ phôi, chân đế và tank chứa dầu thủy lực, tank chứa dầu được hàn với các tấm vách khung thân máy để cải thiện độ cứng và độ bền của khung thân cũng như tăng diện tích tản nhiệt cho dầu thủy lực.
o Các tính năng của khung thân máy chấn:
- Kết cấu bằng các tấm kim loại hàn liên kết để đảm bảo độ cứng chắc
- 2 đầu của máy chấn được gắn xilanh thủy lực (hình ảnh), Đầu chuyển động ty ben của xi lanh thủy lực được lắp trên thanh trượt trên (có gắn dao chấn trên) trực tiếp điều khiển thanh trượt lên xuống
- Trên khung thân máy chấn có lắp các máng trượt để định hướng lực ép chấn dọc
- Trên khung thân máy chấn có gắn bộ điều khiển, điều chỉnh thủ công và thước đo điều chỉnh
- Khung thân có dạng hình nêm, đảm bảo độ cứng chắc và độ chính xác chấn cao hơn
– Thanh trượt có gắn dao chấn trên:
- Thanh trượt được làm hoàn toàn bằng thép tấm và được kết nối với các ty ben (thanh piston) của xi lanh thủy lực bên trái và bên phải. Xy lanh thủy lực được lắp cố định trên các tấm khung thân máy bên trái và bên phải, thanh piston được điều khiển bởi áp suất dầu thủy lực để di chuyển thanh trượt lên xuống
- Để thanh trượt hoạt động trong phạm vi điểm chết trên và điểm chết dưới, người ta lắp các tiếp điểm tại 2 phía trên và dưới để chuyển thông tin phản hồi vị trí trở lại bộ điều khiển NC, đảm bảo hoạt động đồng bộ của thanh trượt
- Các xi lanh bên trái và bên phải được lắp cố định trên khung thân máy và được điều khiển bởi áp suất dầu thủy lực để di chuyển thanh trượt lên xuống
- Các vị trí chặn ở điểm chết trên và dưới được điều khiển bởi hệ thống điều khiển số.
– Bàn đở phôi:
Bàn đỡ phôi chuyển động tiến và lùi được điều khiển bằng động cơ điện, khoảng cách di chuyển được điều khiển bởi bộ điều khiển CNC, với mức đọc tối thiểu 0.01mm (Có công tắc giới hạn hành trình ở cả vị trí trước và sau
– Hệ thống đồng bộ hóa:
- Cơ chế đồng bộ hoá cơ học bao gồm xoắn, tay xoay, ổ trục khóp …. Nó có cấu trúc đơn giản, hiệu suất ổn định và đáng tin cậy, cũng như đồng bộ hóa có độ chính xác cao.
- Vị trí dừng chấn cơ học được điều chỉnh bởi động cơ, trong khi dữ liệu được điều khiển bởi bộ điều khiển CNC
– Bảng tọa độ:
- Bấm tọa độ máy chấn
- Bảng chi tiết rời
- Khung giá đỡ phía trước: Các giá đỡ phía trước của máy chấn được cố định trên rãnh chữ T hoặc dẫn hướng tuyến tính phía trước máy và được thiết kế với một nút điều chỉnh thủ công phía sau
- Công tắc đạp của máy chấn: Chủ yếu được sử dụng để điều khiển lên xuống của việc chấn trên cùng trong quá trình chấn. ngoài ra còn có một nút khẩn cấp trên đầu công tắc bàn đạp cho trường hợp khẩn cấp
- Đèn cảnh báo dừng: Bao gồm đèn báo tiêu chuẩn bình thường và đèn báo chớp nhanh cho việc thay đổi nhanh của cánh báo dừng
- Các thiết bị cảnh báo máy chấn: sẽ giúp việc chấn dể dàng hơn nhiều , không chỉ tiện lợi mà còn tiết kiệm thời gian)
- Bảo vệ: Thông thường máy chấn sẽ được trang bị hàng rào thép để bảo vệ người lao động khỏi bị thương. Nếu bạn muốn có sự đảm bảo an toàn tốt hơn, thì bạn có thể cân nhắc sử dụng thiết bị an tòan thanh chắn sáng và thiết bị bảo vệ laser
b. Hệ thống điện:

- Cung cấp năng lượng cho máy chấn CNC sử dụng nguồn AC 50HZ 380V ba pha, không chỉ sử dụng trực tiếp cho hoạt động của động cơ chính mà còn cho việc sử dụng servo điều khiển thiết bị phía sau và chiếu sáng thiết bị sau khi điện áp AC đầu ra qua máy biến áp bên trong hệ thống. Mặt khác một nguồn điện DC 24V sau khi chỉnh lưu được tạo ra để sử dụng cho bộ điều khiển CNC
c. Hệ thống thủy lực:
- Động cơ điện, bơm dầu, van được kết nối với tank chứa dầu, để đảm bảo rằng tank dầu được đổ đầy dầu khi thanh trượt trên di chuyển nhanh xuống, cấu trúc của van làm đầy được thông qua, điều này sẽ không chỉ cải thiện tốc độ di chuyển của thanh trượt chấn trên mà còn tiết kiệm năng lượng.
- Việc điều khiển thủy lực của máy chấn CNC đòi hỏi mức độ tự động hóa và tiêu chuẩn hóa cao trong sản xuất. vì vậy, máy chấn thủy lực phải tích hợp hệ thống thủy lực vào trong nó.
- Khung thân của máy chấn phải chắc chắn cho việc lắp đặt các bộ phận thủy lực và tích hợp thùng dầu vào khung dập chấn
- Cụm van điều khiển nhánh
- Hai van cấp dầu ở giữa và bộ phân phối chính được lắp đặt trực tiếp trong cụm van thủy lực để có được kết nối không có đường ống giữa van cấp chính và bộ phận phân phối.
- Bộ phận áp suất phía sau bao gồm một van điêu áp và hai van xả, tương ứng là loại không rò rỉ.
- Cài đặt chính ở đây là van giảm tỷ lệ và van điều áp tối đa, cũng như theo dõi van đảo chiều ở từng vị trí của van.
- Khối điều khiển trung tâm
- Khối điều khiển trung tâm kết hợp ba khối điều khiển thành một khối chính được sử dụng trong một số cấu trúc đặc biệt cho việc điều khiển.
- Khối điều khiển kết nối với hai xi lanh thủy lực phải theo bố cục đối xứng.
- Các van có gờ kết nối, được lắp đặt trực tiếp vào cụm van thủy lực và được nối với tank chứa dầu bằng ống hút.
- Tất cả các van điện từ được tập trung trong một khối điều khiển. Tương tự, các kết nối điện của các van cũng được tập trung trên một cáp duy nhất để đạt được kết nối chung.
- Với mục đích này, việc lắp đặt sửa chữa sẽ thuận lợi hơn rất nhiều
- Nguyên lý hoạt động:
- Máy chấn hoạt động là do sự kết hợp giữa dao chấn trên và khuôn cối dưới, dưới tác động của truyền động thủy lực dao chấn trên sẽ chấn tấm kim loại vào khuôn cối dưới để đạt được độ uốn cong theo hình mong muốn
- Máy chấn thủy lực CNC tích hợp công nghệ điều khiển số, công nghệ servo và thủy lực, điều khiển các xi lanh bên trái và bên phải hoạt động lên xuống bằng cách điều khiển hoạt động của các cụm van. Quá trình này làm cho bàn trượt gắn dao chấn trên của máy chấn lên xuống theo ý muốn.
- Hoạt động của bàn trượt trên được lắp các thiết bị phản hồi tín hiệu điều khiển hành trình đưa về bộ điều khiển trung tâm CNC
- Hệ thống điều khiển được trang bị màn hình hiển thị, có thể được sử dụng để giao tiếp giữa người và máy và mô phỏng quá trình chấn
- Việc chấn cong cho phôi ở các góc khác nhau có thể được thực hiện cùng một lúc
- Khi hoạt động, hệ thống dầu thủy lực được phân phối vào các xy lanh thông qua van servo, làm cho thanh trượt có gắn dao trên di chuyển tuyến tính theo hướng dọc làm quá trình chấn nhẹ nhàng êm mượt
- Tín hiệu từ bộ điều khiển CNC được điều khiển bởi van servo và trở thành tín hiệu thủy lực để điều khển hoạt động cụm van
- Mỗi xi lanh trong hệ thống thủy lực có thể hoạt động điều khiển độc lập thông qua van servo và van cấp dầu riêng
III. Phân loại máy chấn:
- Dựa vào lực ép được phân ra thành:
- Máy chấn cơ: Khung trên của máy chuyển động thẳng đứng thông qua cơ cấu quay của bánh đà (tích trữ năng lượng)
- Máy chấn khí nén: Khung trên của máy chuyển động thẳng đứng thông qua cơ cấu áp suất không khí
- Máy chấn thủy lực: Khung trên của máy chuyển động thẳng đứng sử dụng hai xi lanh thủy lực
- Máy chấn điện servo: Khung trên của máy chuyển động thẳng đứng sử dụng motor servo điều khiển trục vít hoặc dây đai
2. Dựa vào cơ cấu điều khiển, ngày nay người ta chia máy chấn thành các loại sau:
a. Máy chấn cơ (máy chấn thủ công, máy chấn cơ khí)
- Trước đây, máy chấn cơ là loại máy chấn phổ biến nhất trong các loại máy chấn, còn gọi là máy chấn kim loại tấm
- Máy chấn này dùng tay để điều chỉnh kích thước và góc chấn. Nó có bàn chấn, người vận hành và tấm kẹp, bàn chấn được gắn trên các giá đỡ, có chân đế và tấm ép áp suất
- Máy chấn thủ công này phức tạp hơn nhiều so với các máy chấn khác, do đó dùng cho sản xuất hàng loạt sau khi xác nhận kích thước chấn và góc chấn. Khi hoàn thành lô sản phẩm, điều chỉnh kích thước chấn và góc chấn để tiếp tục sản xuất
b. Máy chấn thủy lực: có 2 loại: má chấn di chuyển lên và máy chấn di chuyển xuống
c. Máy chấn CNC:

– Máy chấn CNC là loại máy chấn thủy lực điện dùng để gia công kim loại tấm với độ chính xác và hiệu suất cao, cấu tạo bao gồm:
- Khung máy
- Thanh trượt
- Bàn chấn
- Xi lanh thủy lực
- Hệ thống servo tỷ lệ thủy lực
- Hệ thống cử định vị vị trí tấm kim loại
- Bộ điều khiển CNC
- Hệ thống điện điều khiển
– Máy chấn CNC thực hiện chức năng chấn uốn bằng cách kiểm soát hành trình trượt, thước đo thông qua mắt thần và các công tắc hành trình
– Khi sử dụng máy chấn CNC, chúng ta cần nhập số liệu như: số lượng tấm cần chấn, cũng như góc chấn cho mỗi bước, máy chấn CNC hoàn thành chấn theo các bước mà chúng ta vửa đặt trong bộ điều khiẻn
– Máy chấn CNC hiện nay chủ yếu sử dụng hệ thống servo thủy lực điện và thiết bị đo để tạo thành vòng điểu khiển lặp kín
– Ưu điểm của máy chấn CNC:
- Tính năng hoạt động linh hoạt
- Sử dụng hệ thống motor servo điện-thủy lực để điều khiển đồng bộ hai xi lanh, và thiết bị đo để tạo thành vòng điểu khiển lặp kín, tính năng đồng bộ, góc chấn và định vị vòng lặp chính xác cao,
- Thiết bị gá, kẹp tự động thủy lực, kẹp nhanh cho dao chấn trên và cối dưới để giảm cường độ lao động và nâng cao hiệu quả sản xuất
- Các thiết bị đo tự động phía sau của máy chấn CNC có thể được mở rộng đến sáu trục và được điều chỉnh tự động bởi bộ điều khiển, rất thuận tiện và chính xác
- Máy chấn CNC được trang bị cụm van điều khiển, thanh dẫn hướng chuyển động tuyến tính và trục vít me đếm bước bảo độ chính xác định vị
- Dao chấn phía trên có thể ở dạng rời và nhiều dao lắp ghép, có chiều dai khác nhau, có thể được lắp ráp thành chiều dài theo nhu cầu của phôi tấm kim loại, đáp ứng nhu cầu đặc biệt trong gia công sản phẩm
- Hệ thống xi lanh thủy lực tự động duy trì áp lực chấn để đảm bảo độ thẳng và góc chấn tốt đến sản phẩm cuối cùng
IV. Những điều cần lưu ý an toàn khi sử dụng máy chấn:

- Tuân thủ nghiêm ngặt các quy định an toàn, và mặc đồ bảo hộ lao động theo quy định.
- Trước khi khởi động máy chấn, hãy kiểm tra cẩn thận xem động cơ, công tắc, dây và nối đất có bình thường và chắc chắn hay không, kiểm tra xem các bộ phận điều khiển của thiết bị và nút nhấn có ở đúng vị trí không.
- Kiểm tra mức độ trùng khớp và độ chắc chắn của khuôn trên và dưới, và kiểm tra xem các thiết bị định vị có đáp ứng các yêu cầu của gia công chế tạo hay không.
- Đặt lại chương trình khi tấm trượt phía trên và trục định vị không ở trạng thái ban đầu.
- Nếu phát hiện ra âm thanh bất thường hoặc sự cố 1-2 phút sau khi thiết bị bắt đầu chạy không (tải) và tấm trượt phía trên chuyển động được 2-3 lần, hãy dừng ngay lập tức máy chấn. Bắt đầu thao tác máy chấn chỉ sau khi mọi thứ được xác nhận bình thường.
- Trong quá trình vận hành máy chấn, cần có 1 người thống nhất chỉ đạo, để sự hợp tác chặt chẽ giữa nhân viên vận hành và nhân viên cấp liệu để đảm bảo phát tín hiệu chấn sau khi tất cả nhân viên ở vị trí an toàn.
- Theo độ dày của tấm chấn, kích thước hình dạng, điều chỉnh hành trình trượt và điều chỉnh lựa chọn chày trên cối dưới và lực chấn trên. Chọn chiều rộng V của khuôn dưới (cối) và kiểm tra lực chấn của phôi, phải tham khảo biểu đồ lực chấn của máy chấn ở phía bên phải của máy, lực chấn không được lớn hơn lực chấn danh nghĩa.
- Khi điều chỉnh khe hở của chày trên và cối dưới, thanh trượt phải được đặt trên điểm chết. khe hở phải được điều chỉnh từ lớn đến nhỏ. Việc điều chỉnh ban đầu của độ hở của khuôn trên và cối dưới thường có thể lớn hơn 1 mm so với độ dày của tấm, khe hở phải lớn hơn độ dày của tấm, để tránh làm hỏng khuôn do không có khe hở.
- Khi chấn trên hai người, bạn phải chỉ định một người đạp công tắc bàn đạp và cắt điện khi bạn rời khỏi máy.
- Không nên chấn 1 bên máy và cũng cụng nên chấn suốt cùng 1 vị trí của máy.
- Việc chấn tấm kim loại phải được kẹp chặt để tránh bị thương do cong vênh của tấm kim loạitrong quá trình chấn
- Không đặt để các đồ lặt vặt và đồng hồ đo giữa các khuôn trên và dưới.
- Nguồn điện phải được cắt và máy chấn ngừng hoạt động khi bạn điều chỉnh khuôn.
- Lựa chọn chính xác khuôn chấn, vị trí lắp chặt của khuôn trên và dưới là chính xác, để ngăn ngừa chấn thương khi lắp đặt khuôn trên và dưới.
- Khi thay đổi dao chấn, không có vật liệu nào được phép tiếp xúc với khuôn dưới (cối).
- Lựa chọn chính xác áp suất chấn, tải bất thường phải nhỏ hơn 1/2 so với áp suất tối đa.
- Chiều dài phôi chấn không được nhỏ hơn 1/3 so với chiều dài bàn chấn khi chịu áp lực uốn lớn nhất.
- Không được phép người đứng ở phía sau của phanh nhấn trong khi máy đang hoạt động.
- Nghiêm cấm chấn vật liệu tấm ở một đầu.
- Khi phôi hoặc khuôn không được thẳng trong quá trình vận hành, cần dừng và sửa chữa máy chấn. Nghiêm cấm sử dụng hiệu chỉnh tay trong hoạt động để ngăn ngừa thương tích.
- Nghiêm cấm chấn gập tấm sắt quá dày hoặc tấm thép tôi, thép hợp kim cứng, thép vuông và vật liệu tấm kim loại vượt quá hiệu suất của máy chấn để tránh làm hỏng máy chấn.
- Kiểm tra mức độ ăn khớp của khuôn trên và dưới một cách thường xuyên; Kiểm tra chỉ báo của đồng hồ đo áp suất để tuân thủ điều chỉnh hoạt động.
- Nếu có điều gì bất thường xảy ra, hãy dừng máy chấn ngay lập tức, kiểm tra lý do và thông báo cho ngườ phụ trách để khắc phục sự cố kịp thời.
- Trước khi tắt, đặt khối gỗ vào khuôn dưới dưới xi lanh ở cả hai đầu và thả thanh trượt trên xuống gỗ.
- Sau khi hoàn thành, trước tiên là thoát ra khỏi hệ thống điều khiển, sau đó cắt nguồn điện, làm sạch vị trí làm việc.
V. Kiểm định máy chấn là gì? Tại sao phải kiểm định máy chấn ?
- Có nhiều lý do thiết thực chứng tỏ việc kiểm định loại thiết bị cơ khí này rất quan trọng: Kiểm định kỹ thuật an toàn lao động đối với máy chấn là tuân thủ quy định của pháp luật Việt Nam.
- Việc kiểm định máy móc, thiết bị nói chung và máy chấn nói riêng giúp người lao động nâng cao ý thức cá nhân khi làm việc và khi chấp hành những quy định của Nhà nước.
- Dù kiểm tra máy theo định kỳ hoặc khi có dấu hiệu bất thường, việc này cũng giúp bạn phát hiện đúng lúc những trục trặc của máy, để từ đó đưa ra phương án sửa chữa, bảo trì phù hợp.
- Kiểm định máy giúp người lao động an tâm về độ an toàn của máy, hạn chế tối đa nguy cơ xảy ra tai nạn lao động do lỗi của máy tiện.
- Không chỉ vậy, các máy chấn đã được kiểm định, sửa chữa những hỏng hóc nếu có còn giúp hoạt động sản xuất diễn ra trơn tru, đạt năng suất cao.
VI. Quy định, quy chuẩn về kiểm định máy chấn
Thông tư số 06/2020/TT-BLĐTBXH (có hiệu lực từ ngày 05/10/2020) ngày 20/08/2020 “Ban hành danh mục công việc có yêu cầu nghiêm ngặt về an toàn, vệ sinh lao động”.
- Thông tư số 06/2014/TT-BLĐTBXH (có hiệu lực từ ngày 01/05/2014) ngày 06/03/2014 “Quy định hoạt động kiểm định kỹ thuật an toàn lao động đối với máy, thiết bị, vật tư có yêu cầu nghiêm ngặt về an toàn lao động thuộc trách nhiệm quản lý của Bộ Lao động – Thương binh và Xã hội”.
- Kiểm định máy chấn được thực hiện theo yêu cầu của dự án, yêu cầu của đơn vị sử dụng, yêu cầu của đơn vị thuê mướn máy….
VII. Quy trình kiểm định máy chấn:
Khi thực hiện kiểm định máy chấn, các kiểm định viên phải tiến hành lần lượt các bước:
- Kiểm tra hồ sơ, lý lịch máy chấn.
- Xem xét, đánh giá các chi tiết bên ngoài của máy chấn.
- Kiểm tra và đánh giá các chi tiết kỹ thuật bên trong máy chấn.
- Kiểm tra động cơ: Công suất, độ cách điện, nhiệt độ ….
- Vận hành thử chức năng hoạt động.
- Xác nhận kết quả kiểm định.
- Xử lý kết quả kiểm định:
- Chỉ dán tem khi kết quả kiểm tra các cơ cấu, thông số máy chấn đạt yêu cầu
- Thời hạn kiểm định theo chu kỳ 1 năm hoặc theo chế độ phù hợp với loại máy củng như tần suất sử dụng máy
- Thời gian cấp giấy chứng nhận kết quả kiểm định là 05 ngày làm việc kể từ ngày hai bên thông qua biên bản kiểm định.
VIII. Kiểm định máy chấn ở đâu?
Công Ty CP Kiểm Định An Toàn Thiết Bị Công Nghiệp Thành Phố là một trong những đơn vị kiểm định máy chấn uy tín, trang thiết bị hiện đại, kiểm định chất lượng, giá cả hợp lý, thủ tục làm hồ sơ nhanh gọn, kiểm định máy chấn trong tất cả các tỉnh thành trong nước.
Hãy liên hệ với chúng tôi để được hổ trợ và tư vấn tốt nhất.
Địa chỉ : 331/70/103 Phan Huy Ích, Phường 14, Quận Gò Vấp, TP. Hồ Chí Minh
Sđt : 028 3831 4193
Website : www.kiemdinhthanhpho.net
Email : kiemdinhthanhpho.net@gmail.com